


今年以来,随着智能化建设的快速推进。斜沟煤矿选煤厂按照2020年智能化逐步优化、升级项目实施计划,以现代信息和人工智能技术为手段,在智能化项目维护、优化及使用安全性等方面开启了智能化选煤厂升级改造新路径。

卧式沉降离心机是斜沟煤矿选煤厂粗煤泥水脱水回收处理的关键设备,在煤泥水处理系统中起到关键作用。目前,在智能化建设过程中,卧式沉降离心机的运行状况已不能满足生产控制需要。
斜沟煤矿选煤厂针对沉降离心机在运转过程中出现的冷却系统结垢严重、润滑系统油温偏高等问题,进行了智能化升级改造。

一方面,对每一台离心机增加一个独立的PLC 控制柜,使其能够精确有效的控制该离心机,并监控其运行状态。在安全装置方面,将目前设备上采用的是应力应变器更换为称重传感器,对设备工作过程中的扭矩值进行感应监测。当出现扭矩过载的情况,系统将自动调整进料调节阀开度,并开启配水稀释阀,从而控制设备入料量。同时,在传动侧轴承座位置增加一个振动传感器,通过变送器反馈给触摸屏实时显示振动值。在进料管路上增加气动入料、稀释水阀门、旁通阀门、冲洗水阀门等各一套,实现后台自动控制。在润滑系统方面,新配置法国 WOERNER 流量开关与法国 WOERNER 换热器,使现场更能直观的看到油的流动及流量,从而降低油温。
另一方面,将所有手动入料阀门全部改为智能控制的气动阀门,将入料阀、冲泵阀和沉降扭矩进行闭锁,保证设备的安全运行。
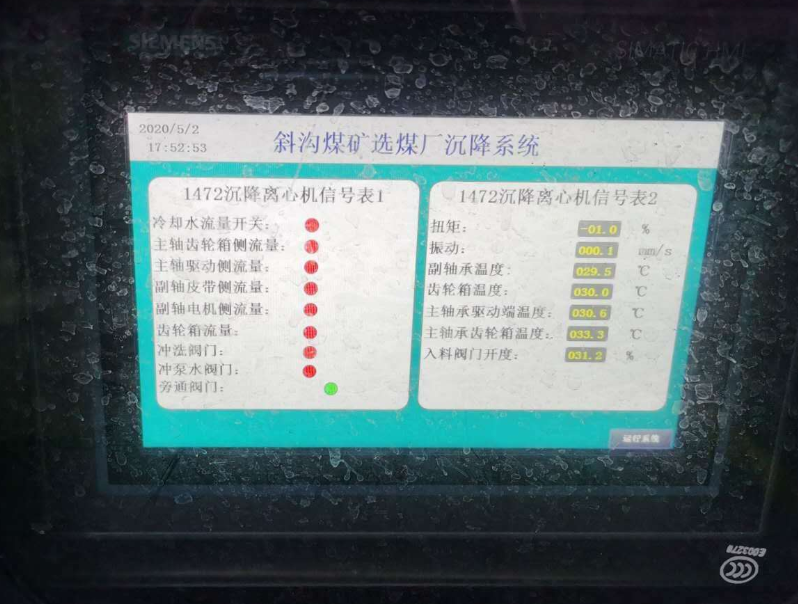
“ 第一台改造后的沉降离心机1472齿轮箱油温比其他几台未改造的设备油温降低了10℃左右,筛篮冲洗效果明显改善。在操作上,改造后的1472沉降离心机实现了PAD端一键启停入料,再也不需要现场岗位司机与调度协调后,一步步手动操作,大大降低了职工劳动强度。”洗煤车间技术主管王建南介绍。
升级改造后的沉降离心机实现了设备高扭矩自动调整入料量与筛网的自动冲洗等功能,一定程度上降低了职工劳动强度,有效地提高了煤泥处理效率。
该系统通过PAD端对设备运行参数,振动和温度进行在线监测、监控与自动收集设备报警信号,当沉降离心机出现故障时,第一时间在平板上显示报警信息,提高了故障排检效率,保证了设备最大限度发挥效能。